[VIP第1年] 指数:3
[VIP第1年] 指数:3
阴极保护电源设备及阳极地床 (1)外加电流系统整流器:每座阳极地床采用一台75A/75V恒电位仪供电。考虑到外加电流系统余量以及厂区的实际情况,根据所需保护电流安装恒电位仪42台。(2)阳极地床:阳极地床采用深井阳极地床,井深80m,每眼井安装组合阳极体4支,单支规格为Ø377mm×6000mm。每支组合阳极体内含3支规格为Ø75mm×1200mm、重量为50kg/支的高硅铸铁阳极。3.7均压保护:均压保护就是采用电缆或镀锌扁钢将同沟铺设、近距离平行或交叉走向的被保护管道,以及非焊接连接的同一条被保护管段间电性连接起来,达到均衡管道电位的目的。这种技术的实施,可减小管道之间的电位差,确保电位分布均匀,防止杂散电流腐蚀,扩大阴极保护范围。厂区设均压线98处。3.8阴极保护监测:为进行阴极保护系统的日常管理,及时可靠地掌握地下管网的腐蚀情况,需设计安装测试系统。厂区共设立82个电位综合测试桩,用于在保护期间内测量管道的保护电位。3.9镁合金牺牲阳极:由于厂区装置地基和罐区的屏蔽影响,以及距离阳极井太远使之部分支线管道出现保护不足,所以在以外加电流保护为主的系统中辅以镁合金牺牲阳极保护,解决局部保护不足问题。厂区共埋设210支镁合金阳极。阴极保护产品的连接方式,就找四川健坤科技有限公司。成都铝热焊剂和焊模生产厂家

四川油建公司—阴极保护工程施工单位:市政设计院—城市输水、输气管道工程阴保工程设计单位、科特公司刚刚完成了大邑县几百米输水管道的阴极保护材料,就是成都市政设计院做的。阴极保护就是要求保护材料比被保护材料有更加负的电位。牺牲阳极保护方式,适用于一些相对较小的保护单元,比如船舶、几百米长度的输水管道等,有些很长的管道,如果是采用中间加绝缘法兰的方式分段保护,那么也是适合于采用牺牲阳极的方式。对于管道保护,采用间距50米布置一组阳极。设计年限一般为15年。外加电源保护方式,适用于一些较为大型的保护单元,比如长的输油管道,大型的储油罐等。外加电源的保护模式应用更加好一些。设计年限一般为30年。成都物料阴极保护批发阴极保护产品国家标准,就找四川健坤科技有限公司。
管道防腐蚀措施:对于解决旧埋地管道的腐蚀问题,将管道挖出重新进行完整的涂层保护是不现实的,这既要耗费大量资金又不能根本地解决问题。炼油厂现有运行的管道属于埋地管道,要想控制管道的腐蚀现有的方法只能进行阴极保护控制。所谓阴极保护技术就是向被保护的钢管通以足够的直流电流(阴极电流),对钢质管道外表面进行阴极极化,降低钢质管道在土壤中的腐蚀电位,使腐蚀电流减小甚至趋于零,进而达到彻底阻止管道腐蚀的目的。这是一项成熟的技术,采用涂层和阴极保护联合防腐蚀手段,可延长地下管道的使用寿命一倍至几倍。实施阴极保护的费用只占埋地管线造价的l%~3%,而管线的使用寿命却可以成倍地延长,因此这项技术正被越来越多的人所认识,并得到越来越较多的应用。
恒电位仪分类:高频开关恒电位仪:控制精度更高。耐高温恒电位仪。防爆型恒电位仪(用于储罐旁边,要求防爆),与普通恒电位仪相比,外壳密封处理方式不同。测试桩:高度有1米,1.5米,2米等不同规格。材料有钢制的、水泥的等型号不同。参比电极:是一个标准电极,CuSO4粒子与管道交换。埋在管道旁边,距离管道要近,贴着管道。电位测试桩:每公里距离布置一个,有2个或4个接线端子,一个接线端子接参比电极,一个接线端子接管道。恒电位仪:有6个端子,2个供电,2个与管道连接,2个与阳极连接。阳极带的长度,标准长度一卷76.2米和125.4米两种。镯式阳极:包覆在管道外壁。便携式阳极:用于临时测量电位,较便宜,一支200多元。Ag/AgCl阳极就较贵,要2000多元一支。四川健坤科技有限公司为大家提供阴极保护产品。

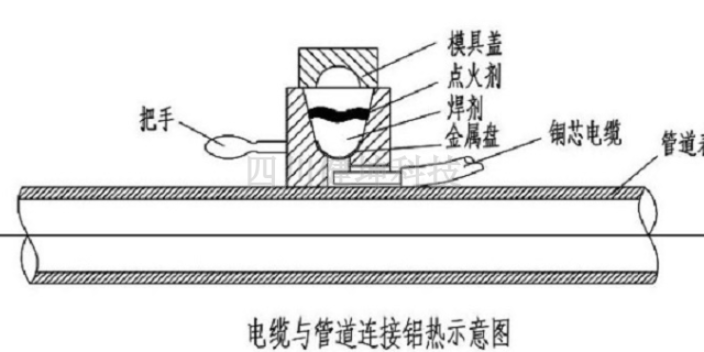
《铝热焊接工艺操作说明书》铝热焊接工艺操作说明书:一、说明:本册适用于电缆线与构筑物的铝热焊接。请详细阅读本册后,根据实际情况准备工具,为方便安装,可以使用您认为更为方便可靠的工具。如有疑问请联系本公司。工具:1.焊剂;2.引火粉;3.金属垫片;4.模具;5.点火q;6.钢刷;7.毛刷;三、注意事项:1.操作环境切记要通风良好,周边5米内没有易燃易爆物品。2.引火粉引燃时,务必将焊剂、引火粉以及可能燃烧的物品远离引燃处放置。3.人切勿处于模具盖正面,以免受伤。4.焊剂及引火粉切忌受潮,受潮后应安全废弃,切勿烘烤使用。5.焊接时,人员不准围聚;操作工需佩戴安全劳保工具,避免受伤。四川健坤科技有限公司为大家提供质优价廉的阴极保护产品产品。成都物料阴极保护批发
阴极保护产品重量,就找四川健坤科技有限公司。成都铝热焊剂和焊模生产厂家
间接连接:需要通过测试装置间接与接地扁钢连接时,牺牲阳极位置不变,阳极电缆线A连接到测试桩里的接线板上,用另外单独一根电缆线B(规格一般与阳极线相同)一端与接地扁钢连接,另一端也接到测试桩接线板中,在绝缘板上通过连接片与阳极电线导通。八、阳极与接地扁钢焊接:阳极电缆与接地扁钢焊接方法:使用铝热焊技术进行,具体方法详见《铝热焊接工艺操作说明书》;所有电缆与接地扁钢的焊接,电缆线应预留足够的长度,做蛇形布置,以避免回填时阳极电缆被回填土压断,甚至造成焊点脱落。成都铝热焊剂和焊模生产厂家
文章来源地址: http://dzyqj.chanpin818.com/dzcllbjjgj/bdtcl/deta_24108688.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。